|
 |
Unlike metal or plastic, textile has irregular surface, pores, and elasticity. Especially, many of textiles developed with special coating, elasticity, and rubber components, which make the printing even more difficult. Dyeing and printing can be used to present characters, logos, or patterns on the textile product. Especially, the following describes the screen-printing. |
|---|
|
| |
 Direct printing (Cotton, Polyester, Nylon, etc.) Direct printing (Cotton, Polyester, Nylon, etc.) |
|
o. Solvent-based Ink
NY ink is mainly used on the textile that is not surface treated.
And SG#5000 and MSP (2 component type) ink is used for textile that is water-proof or elastic coated, sometimes without hardener. In this case, heat treatment will increase the drying effect.
o. Plastisol Ink
In case of solvent based ink, the use of solvent causes the harmful air due to the evaporation of the solvent, which makes the continual printing more difficult. The Plastisol ink is non-solvent type ink that solves these problems with enhanced performance in high temperature of 160C for 60 seconds.
It is mainly uses for cotton textiles such as sports shirts.
o. Water-based Ink
This ink is used by resolving with the water without thinner. It is used for textiles such as cotton, polyester, polyamide, and lycra. Agent or heat increases the adhesion.
o. Others
Foamed ink, silicon ink, etc. |
|
| |
| Indirect Printing (Thermal Transfer) |
|
The direct printing is difficult on textiles such as water-proof coated nylon, sports wear, swimming wear (spandex or lycra), diving suit (Neoprene), and leather since the screen ink cannot penetrate in the textile, and the elasticity or water-resistance of the direct ink is not enough. The thermal transfer method prints the image on the paper (transfer paper) with transfer ink and strong adhesive, and transfer the image by high-temperature and high-pressure on the textile.
For thermal transfer, sufficient technology, experience, and application techniques are required for sufficient adhesion and printing since press m/c requires high-pressure and high-temperature. |
|
| |
|
|
 |
TWR ink (Waterproof Textile Ink) is one-part or two-parts drying ink in a category of thermoplastic urethane resin.
This product proves excellent adhesiveness and washing durability in nylon, synthetic resin, waterproofed materials, cotton-mixed nylon fabric, and synthetic leather. Furthermore, it has high flexibility and membrane hardness. This ink can be used as one-part ink.
If adhesiveness is weak in waterproofed materials, hardener can be added for improved quality.
If this is not sufficient, heat treatment can be applied in lieu of natural drying.
|
|
| |
| Main features |
|
| ITEM |
CONTENTS |
|
Ink type
|
evaporation and heat cure
|
|
Applicable materials
|
waterproofed materials, nylon and synthetic fabric, cotton, bathing suit, synthetic leather
|
|
Gloss
|
gloss finish (※both semi-gloss and satin finish are possible)
|
|
Drying condition
|
air drying : normal temperature for twenty to thirty minutes
heat drying : 70℃, more than three minutes
If adhesiveness is weak, 10% of hardener is used for natural drying or heat drying after 24 hours for full dry.
|
|
|
| |
| Characteristics |
|
|
- appearance : viscous fluid
- solidity (%) : 45~70%
- viscosity (cPs) : 65,000~81,000 cPs (at 25 ℃)
- specific gravity : 0.900~1.500
- flash point : 42~46℃
- boiling point : 165~220℃
|
|
| |
| Hardener mixture |
|
|
- Hardener : TWR hardner
- Mixture ratio : TWR ink : TWR hardener = 1,000g :100g(10%)
- Use after mixing hardener and ink well for ten minutes. Only a minute amount of hardener should be used;
more effective in mechanical processes than manual processes.
- Mixed ink and hardener becomes solidified after six to eight hours. Please use the approripriate amount.
- Set to touch for twenty to thirty minutes, full dry for at least 24 hours. Please avoid its attachment in 24 hrs.
- Please conduct the adhesiveness test after 24 hours, and the adhesiveness will improve after two to three days.
- Use the remained hardener in a month if possible. Please keep out of the air when stored.
|
|
|
Safety and toxic test
|
|
• It does not contain toxic substances such as carcinogen and heavy metal.
• It does not contain heavy metal components such as Lead, Cadmium by the overseas standard.
RoHS ( Cd, Pb, Hg, Cr6+, PBBs, PBDEs)
• It has high natural ignition point, so it is safe if it is not intentional incendiarism. |
|
| Caution |
|
• Fully stir up the contents prior to use that they can be mixed well.
• Do not mix it with other kinds of ink.
• It may not be fit with some materials, so use it after sufficiently looking it over.
• Use a designated diluent by all means.
• For products requiring light-resistance and heat resistance. Inquire them into the purchase shop.
• Handle it at well-ventilated place, and keep it with its lid well closed at a designated place.
• Keep out of reach of children. It is harmful by ingalation, in contact with skin and if swallowed.
• Take notice of flames hats, and keep away from them.
• For other inquiries, ask them to the purchase shop.
“MSDS” is available on request. |
|
|
|
| |
|
Transfer ink of single component type urethane resin, is thermo-plastic ink fit for heat transfer printing on coated Nylon, Spandex, Lycra, Neoprene.
It has excellent adhesive strength, laundry resistance, clear printing line, flexibility and coating film strength.
Especially, its flexibility (200~300%) for swimsuit, spandex fabric by heat transfer, and prints on balloon is highly efficient.
|
| |
| Main features |
|
| ITEM |
CONTENTS |
|
Ink type
|
one and 2 comp urethane erastoma resin
|
|
Applicable materials
|
Nylon and synthetic fabrics, cotton blended nylon water-proof fabrics, spandex, swimsuits, balloon
|
|
Gloss
|
High-Glossy (controllable to semi-gloss, non-gloss by matte agent)
|
|
Drying time
|
heat drying 1~5 min at 60℃
|
|
| |
| Specifications of Ink |
|
|
o. Appearance: Viscous fluid
o. Solid (%): 45~70
o. Viscosity (cPs): 17,000 ~ 20,000 cPs (at 25ºC)
o. Specific Gravity: 0.900 ~ 1.500
o. Flash point: 42~46ºC
o. Boiling point: 165~220ºC
|
|
| |
| Mixing Ratio of Hardener |
|
|
o. Used hardener : K-hardener
o. Mixing ratio : INK:hardener(100/5)=1000g/50g
o. Mix hardener with ink, fully then use it after 10 minutes.
o. The ink with hardener mixed becomes hardened after 7~8 hours pass, so it needs to be mixed as the amount used
to save cost.
o. It takes 2~3 hours for drying of touch, and takes hardening hours (about 24 hours) for complete drying, so avoid the
contact loading of printing materials within 24 hours.
o. Adhesion test is required after 24 hours, the more time passes (2~3 days), the stronger the adhesive strength becomes.
o. Keep it with its lid up well closed after using a hardener.
|
| |
| |
o. Transfer Paper
This is semi-transparent paper that is easy to detach from an ink.
The printing of picture is printed on this semi-transparent paper first and then pressed on the textile by press. At this time, a picture is transferred on the textile from the paper, and the paper is detached after the printing. This paper is usually treated with special release coating.
Currently, vinyl or polyester films are more often used. The good transfer paper should be easily detached after press. It should be removed after it is cooled. |
| |
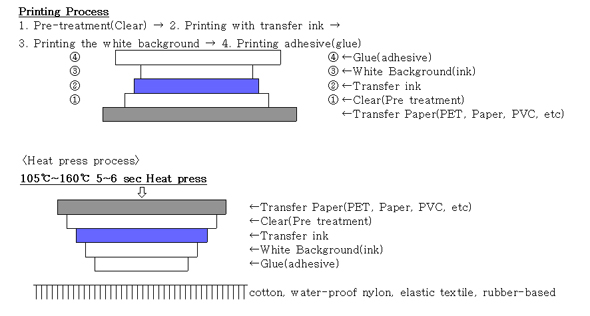
o. Clear(Pre-treatment) and Glue(adhesive)
The clear and the glue are like coating films to protect the transfer ink in the inside and the outside, which enhance the tension, water-resistance, elasticity, and adhesiveness of the ink.
The printing method is the same as general screen printing. Use the thinner of suitable quantities to resolve the clear and glue for printing.
Print 2~3 times on the transfer paper by polyester 150-220 mesh/inch in case of clear or 110 mesh/inch in case of glue. Then, allow air drying for about 5 minutes. In each printing a fan can be used for fast drying, but heat treatment may cause problems. Heat press is better to apply transfer paper in process of 1 day after the final printing (gluing). |
| |
o. Heat Transfer Ink
With the use of screen printing method, print each twice from the darkest color by color and graduation, then white background 2~3 times at the last. Allow about 5 minutes of air-drying for each printing. Meshes should be used polyester 150-200 mesh/inch, or 300 mesh/inch for process 4 color to enhance the effect of halftone dots.
The printing of white background aims to enhance the vividness of color shade and allows the uniform color effects on the various textiles. In case of black textiles, white background may be used, but it is not economical since black color cannot be hidden effectively. The drying time can be reduced by forced drying with a fan, but heat drying is not allowed. |
| |
o. Heat Press
It is very important to apply press by adjusting pressure, temperature and time for textiles. The more difficult to attach, the more powerful to press.
When pressed, apply 150℃ for coated nylon or 160℃ for swimming wear or diving suit for 5-6 seconds, and then detach the transfer paper after it is cooled. After detaching the paper, a pressure for 2-3 seconds again is recommended to produce greater adhesion. There are various types of presses, but the good machine should be equipped with control for pressure, temperature, and time. In case of bad adhesion, the possible cause can be from the low pressure because the temperature and time can be measured but not the pressure.
Purchase the press including higher pressure. The minimum pressure should be 2kg/㎠ and the total pressure should be 1000kg. It is good when the operator can press with some force. |
| |
o. We have described the basics of heat-transfer printing
Every aspect of the printing is important. Especially, the combination of transfer paper, glue, ink, and the press should be best to have better result. In addition, transfer printing is one of the most difficult printing methods since it requires in-depth know-how. You should develop your own know-how through experience, research, and trial and error with firm base of the principle. Especially, it should be reminded that the clear, glue, ink, and press with better quality should be selected since these factors determine the quality of the printing. And a small difference can make a big result. Perform the thorough check after heat transfer printing. Should any problem, find the cause by checking and adjusting various points described above. |
|
|
<Thermal Tranfer Printing diagram>
|
|
|
|
.png)
.png)

.png)
.jpg)



.GIF)
.GIF)







